
Key Features to Look for in an Industrial Liquid Fertilizer Blending System for Bio Minerals
Every fertilizer manufacturer knows the frustration of batch spoilage. Your high-value raw materials enter the mixing tank, but due to heat spikes or excessive mechanical shear, the microbes are lysed and the mineral components precipitate out of solution. These situations are common in the old production system which causes costly damage. To prevent these costly failures, investing in a customized industrial liquid fertilizer blending system for bio minerals is a baseline operational requirement.
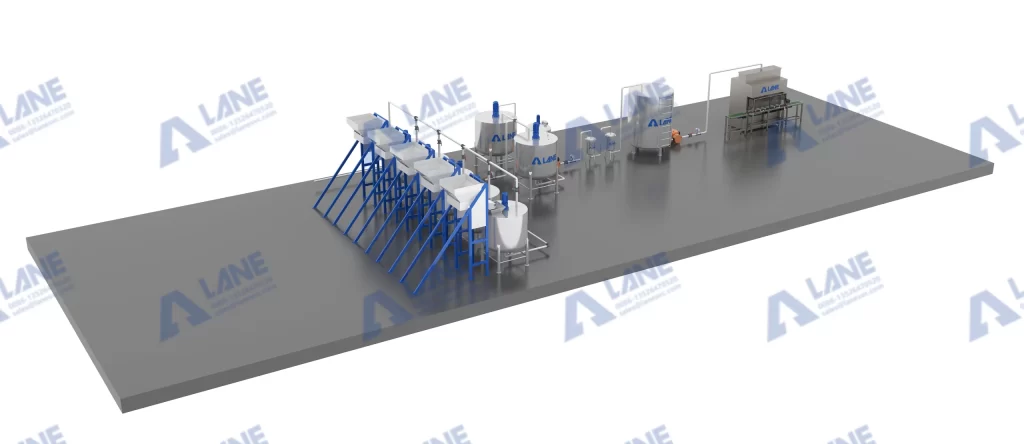
The Advance customized industrial liquid fertilizer blending system for bio minerals manufactured by LANE Heavy Industry enables producers to formulate highly efficient, customized nutrient solutions for different crops and soil conditions. Our latest equipment designs allow manufacturers to identify problem before it occurs and save their production batch. This minimizes cross-contamination, and maximize efficiency.

At the heart of any effective liquid fertilizer blending lies its engineered precision and efficiency. Liquid bio mineral fertilizers require exact nutrient ratios because slight deviations can affect crop absorption efficiency and soil compatibility. In a liquid fertilizer production line manufactured by LANE heavy industry, every component entering the industrial liquid fertilizer blending system for bio minerals is accurately measured by PLC controlled dosing systems and automated measurement unites.
Our automation technology ensures that every component entering the liquid fertilizer system for bio minerals is accurately measured. This reduces the human error and maintain the formulation consistency.
Our mixing setup is designed for maintaining micron-level control over nutrient inputs. This is vital when dealing with sensitive bioactive compounds and mineral suspensions.
Advanced Mixing Stability and Homogenization
Uniform mixing is the goal of every liquid fertilizer production line. Bio minerals often include suspended solids, organic extracts, and dissolved nutrients that must remain evenly distributed.
Without proper homogenization, sedimentation and nutrient separation can occur in the liquid solution/suspension. This reduces the fertilizer quality which ultimately damages the brand reputation.
LANE Heavy Industry addresses this challenge by integrating high-efficiency mixing tanks and controlled agitation systems. We customized these mixing tanks with VFDs so that operators can easily control the speed or let the PLC system automatically control them.
Our mixer creates stable formulation of your liquid fertilizer formula. Stability is not only a quality factor it is also a marketing tool. A poorly mixed batch can lead to application issues in the field. Stability will make your fertilizer more reliable and more demanding.
Bio mineral fertilizers are chemically active and often contains acids, salts, and organic compounds that may corrode standard equipment. For this reason, durability is a major consideration in selecting an selecting a liquid fertilizer system for bio minerals.
LANE Heavy Industry constructs its systems using high-grade stainless steel such as 304 and 316, combined with corrosion-resistant coatings for pipelines, reactors, and storage tanks. This ensures long-operational life even under continuous industrial use.
A corrosion-resistant liquid fertilizer system for bio minerals reduces maintenance costs but also ensures that the chemical integrity of the fertilizer is preserved throughout production.
Integrated Filtration for Cleaner Output
Even the highest quality of the raw materials contains solids that can clog the drip irrigation system of the farmers if not removed. Filtration system removes any undissolved minerals or solids from the liquid fertilizer.
During mixing, undissolved particles or impurities can form, which may affect both product stability and field application performance. Modern systems from LANE Heavy Industry include integrated multi-stage filtration units that remove unwanted solids before packaging. This ensures that the industrial liquid fertilizer suitable for drip irrigation and foliar application systems.
Clean filtration also extends product shelf life and prevents clogging in agricultural spraying equipment. This makes the industrial liquid fertilizer blending system for bio minerals more practical for end users.
An industrial liquid fertilizer production line from LANE heavy industry can support flexible formulations. It can handle raw materials of various type. Different crops require different nutrient balances, and soil conditions is different from regions to regions.
LANE Heavy Industry designs systems that allow operators to store multiple fertilizer recipes within the PLC control system. This means a single industrial liquid fertilizer blending system for bio minerals can produce a wide range of customized fertilizers without major reconfiguration.
This flexibility is valuable for commercial producers who serve multiple agricultural markets. A production line from LANE transforms your industrial liquid fertilizer blending system for bio minerals into a multi-purpose production platform.
Energy Efficiency and Operational Optimization
Fertilizer production is energy-intensive process. This makes efficiency a critical factor in system selection. A well-designed industrial liquid fertilizer blending system for bio minerals minimizes energy consumption while maintaining high output capacity.
LANE Heavy Industry achieves this through optimized motor systems, efficient pumping circulation, and intelligent process control that reduces unnecessary energy use. Overtime, these efficiencies significantly lower operational costs.
Our energy-optimized reactor and mixing system benefits manufacturers financially while also align with global sustainability goals by reducing industrial energy waste.
In modern fertilizer production, automation is no longer optional. A competitive industrial liquid fertilizer blending system for bio minerals must include intelligent monitoring and remote-control capabilities.
LANE Heavy Industry integrates advanced PLC systems and digital dashboards that allow operators to track production in real time. Parameters such as mixing speed, temperature, dosing accuracy, and tank levels are show on the PLC system. Operator can see real time reaction value of the liquid fertilizer production lines.
This level of automation makes the industrial liquid fertilizer blending system for bio minerals more reliable, reducing downtime and improving production consistency. Remote diagnostics also allow operators to quickly detect and resolve system issues before they escalate.
Scalability for Industrial Growth
As fertilizer demand grows, manufacturers need systems that can scale efficiently. A high-quality industrial liquid fertilizer blending system for bio minerals should support modular expansion without requiring full system replacement.
LANE Heavy Industry designs scalable production lines where additional mixing tanks, storage units, or dosing modules can be added as production needs increase. This modular approach ensures that the industrial liquid fertilizer blending system for bio minerals remains a long-term investment rather than a fixed-capacity solution.
Environmental Compliance and Sustainable Production
Environmental responsibility is one of the important factors in fertilizer manufacturing. A modern industrial liquid fertilizer blending system for bio minerals must comply with environmental safety standards while minimizing waste and emissions.
LANE Heavy Industry integrates closed-loop systems, wastewater recycling mechanisms, and low-emission processing technology the equipment design. These features ensure that the industrial liquid fertilizer blending system for bio minerals supports sustainable and environmentally friendly production practices.
What is an industrial liquid fertilizer blending system for bio minerals?
It is an integrated production setup that mixes mineral nutrients, bio-based ingredients, and liquid carriers into a stable commercial fertilizer product.
Why is stainless steel important?
Stainless steel, especially 304 or 316L, resists corrosion from salts and acids commonly found in liquid fertilizer blends.
Do bio-mineral liquids need filtration?
Yes. Filtration removes undissolved solids and helps prevent clogging during filling or application.
What automation level is best?
PLC-based automatic control is usually best for industrial production because it improves accuracy and batch repeatability.

For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520
Leave a Comment
Latest Posts
LANE has more than 500 successful cases and is committed to providing customers with first-class solutions, high-end machinery and equipment, and one-stop pre-sales, sales and after-sales comprehensive customer service.