
Boost Production with a 20t/h Industrial Organic Liquid Fertilizer Plant: Full Guide
The popularity of the sustainable has created a massive demand for high-quality organic liquid fertilizer. The organic farms like crop plantation, greenhouse farming, and soilless agricultural projects requires large amount of organic liquid fertilizer to maintain their operations. To meet this demand, implementing a 20t/h industrial organic liquid fertilizer plant is the gold standard for efficiency and scalability. It is a powerful integrated production system designed to convert organic materials into high-value liquid nutrients at scale. By adopting a 20t/h industrial organic liquid fertilizer plant, manufacturers, investors, and large-scale farms can significantly boost production, reduce waste, and improve profitability.
The 20t/h industrial organic liquid fertilizer plant designed and manufactured by LANE Heavy Industry Machinery stands as the ideal turnkey solution for medium and large-scale fertilizer manufacturers worldwide. This complete guide fully introduces the overall layout, core equipment, production process, advantages, project value, and practical application of the industrial organic liquid fertilizer plant.
Choosing a 20t/h industrial organic liquid fertilizer plant allows manufacturers to produce at liquid fertilizer at scale for multinational customers. At 20 tons per hour, this production facility can support vast agricultural regions and provide consistent nutrition supply for fertigation systems and foliar applications.
By integrating a 20t/h industrial organic liquid fertilizer plant, businesses benefit from:
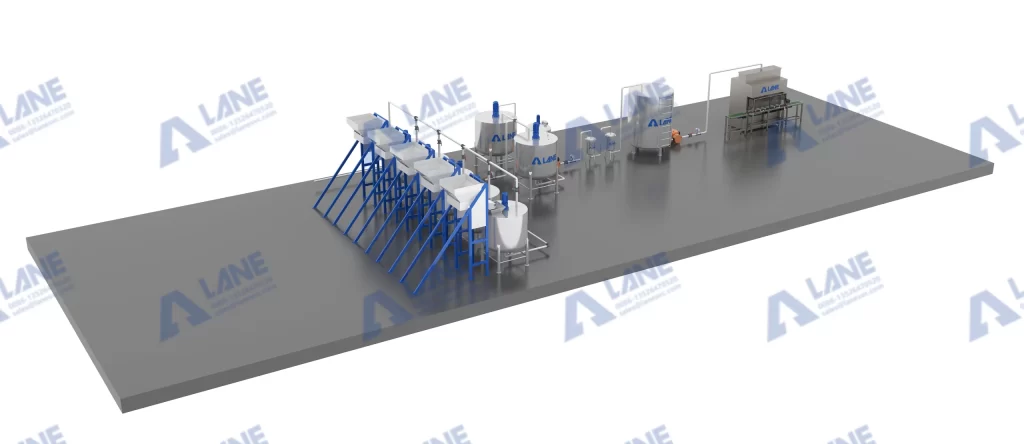
A high-performance 20t/h industrial organic liquid fertilizer plant requires a synchronized system of specialized machinery.
The journey of a 20t/h industrial organic liquid fertilizer plant begins with the breakdown of raw organic matter. LANE’s high-shear emulsification tanks and enzymatic hydrolysis reactors ensure that organic solids are converted into a stable, liquid state. Some solid materials need to be shredded and crushed before they enter the system. This step is critical for ensuring the final product does not clog the irrigation nozzles.
The biological nutrient value of your product is determined here. A 20t/h industrial organic liquid fertilizer plant utilizes vertical temperature-controlled aerobic fermentation tanks. This tank maintains optimal conditions for beneficial microbial activity, ensuring the organic nitrogen, phosphorus, and potassium (NPK) are plant-available.
To achieve industrial-grade quality, the liquid must be free of large particulates. LANE Heavy Industry integrates multi-stage centrifuge systems into the 20t/h industrial organic liquid fertilizer plant workflow. This guarantees a smooth, sediment-free liquid that meets international export standards.
Sometimes manufacturers want to make their own specialized formulations such as those enriched with trace elements. The 20t/h industrial organic liquid fertilizer plant includes automated chelation tanks. This allows for precise addition of minerals like Zinc, Iron, and Magnesium. The variable agitator ensures that they remain stable within the organic liquid base.
LANE Heavy Industry Machinery provides a complete 20t/h industrial organic liquid fertilizer plant with advanced equipment, including:
LANE crusher, emulsification tanks and enzymatic hydrolysis reactor ensures uniform raw material preparation for efficient fermentation.
High-efficiency aerobic fermentation tanks accelerate decomposition.
A critical component in any 20t/h industrial organic liquid fertilizer plant, ensuring clean liquid extraction.
The multi-stage centrifuge systems remove impurities and improve product stability.
Allows nutrient blending and formulation adjustment.
UV sterilization equipment ensures the final product meets safety standards.
Supports high-speed filling, sealing, and labeling.
With LANE’s technology, every 20t/h industrial organic liquid fertilizer plant is designed for durability, efficiency, and easy operation.
Efficiency in a 20t/h industrial organic liquid fertilizer plant is achieved through automation. LANE Heavy Industries PLC (Programmable Logic Controller) systems allow operators to monitor every stage of the process. From raw material intake to final bottling from a single interface.
Overcoming Common Production Challenges
Operating a 20t/h industrial organic liquid fertilizer plant comes with specific challenges, primarily regarding odor control and product stability.
Why Choose LANE Heavy Industry?
LANE Heavy Industry is a leader in the manufacturing of fertilizer equipment. Our approach to the 20t/h industrial organic liquid fertilizer plant is built on decades of mechanical engineering expertise.

A 20t/h industrial organic liquid fertilizer plant is a powerful solution for large-scale organic fertilizer production. It is also a strategic move for any enterprise looking to lead in the green revolution. With the right technology from LANE Heavy Industry, you can transform high volumes of waste into a premium, high-demand agricultural product. A 20t/h industrial organic liquid fertilizer plant is a powerful solution for large-scale organic fertilizer production.
With advanced technology, customized solutions, and global expertise, LANE Heavy Industry Machinery provides a complete 20t/h industrial organic liquid fertilizer plant that meets the needs of modern producers.
Common materials include livestock manure, food waste, agricultural residues, and sewage sludge.
Typically, 7–15 days, depending on the raw materials and environmental conditions.
Yes, modern systems from LANE offer high levels of automation to reduce labor and improve efficiency.
ROI varies, but most projects recover costs within 2–4 years due to high production capacity and reduced waste costs.

For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520
Leave a Comment
Latest Posts
LANE has more than 500 successful cases and is committed to providing customers with first-class solutions, high-end machinery and equipment, and one-stop pre-sales, sales and after-sales comprehensive customer service.