The demand for precise, sustainable agricultural solutions is increasing globally as farmers and agribusinesses are getting aware of the harmfulness of chemical fertilizers. The demand for bio-based liquid fertilizers is increasing as they provide available nutrients to the plants. Within this expanding landscape, the bio-based liquid fertilizer plant has emerged as a cornerstone investment for agricultural enterprises seeking to convert organic waste streams into high-value liquid nutrients.
LANE Heavy Industry, a leader in heavy agriculture machinery, offers an advanced 8TPH medium-size bio-based liquid fertilizer plant that provides a complete, high-efficiency solution for producing nutrient-rich, environmentally friendly fertilizers. This article provides a comprehensive overview of the layout planning and equipment selection for an 8 TPH bio-based liquid fertilizer plant.
Plant Layout Overview: Optimizing Space and Workflow
Proper layout design is critical for every industrial operation. A medium-scale bio-based liquid fertilizer plant with a production capacity of 3,000–5,000 liters per hour typically requires approximately 1,000–1,500 square meters of operational space. For an 8 TPH bio-based liquid fertilizer plant, the following spatial allocation is recommended:
Raw Material Reception and Storage Zone: Minimum ~300 m² is required. This space includes unloading bays and covered storage for solid organic inputs.
Production Hall (Main Processing Line):Minimum ~500 m² is required for housing fermentation tanks, reaction vessels, filtration systems, and blending equipment.
Finished Product Storage and Packaging Area:~250 m² is required with buffer tanks and automated filling stations.
Utilities and Ancillary Facilities: Minimum ~150 m² is required. This area includes water treatment, CIP (clean-in-place) systems, electrical control room, and quality control laboratory.
Administrative and Staff Amenities:~200 m² is required for this area.
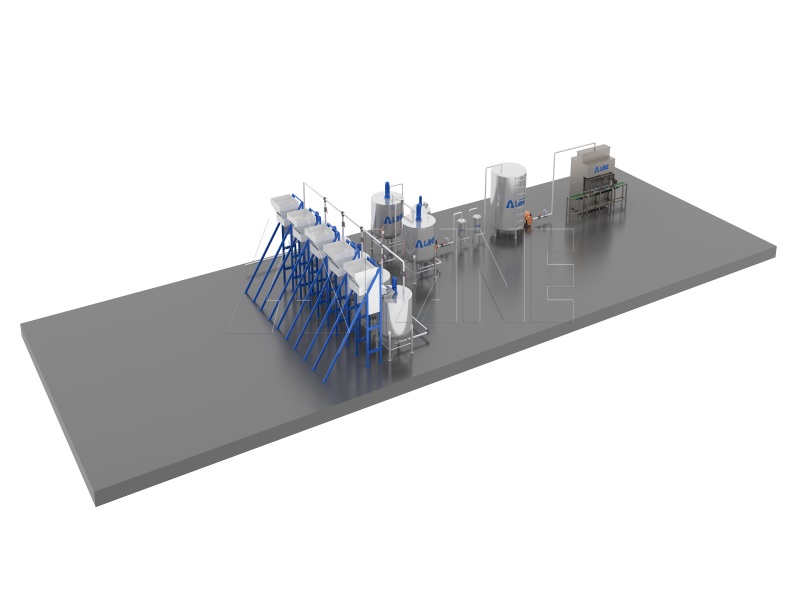
The layout of this bio-based liquid fertilizer plant follows a linear flow pattern. Raw material enters at one end of the facility and progresses sequentially through pre-treatment, fermentation, reaction, filtration, and packaging before exiting as finished product.
Equipment Selection by Process Stage
2.1 Raw Material Pre-Treatment System
The preparation of the raw material is the first critical stage in any bio-based liquid fertilizer plant. For an 8 TPH production line, LANE supplies the following pre-treatment equipment:
Solid-Liquid Separator: For feedstock containing high moisture content (e.g., fresh manure or food waste slurry), a screw press dehydrator is deployed. This unit reduces the liquid fraction’s solid content to an optimal range for downstream fermentation. The separated solids can be diverted to parallel composting operations.
Crusher/Grinder: A semi-wet material crusher or shredder processes fibrous materials such as crop straw, soybean dregs, and plant residues. LANE’s crusher delivers a uniform particle size below 5 mm, essential for efficient enzymatic and microbial action in the subsequent fermentation stage.
Mixing and Homogenization Tank:LANE manufactures 5,000-liter stainless steel (SS304 or SS316L) mixing vessels equipped with variable-frequency agitators to ensure thorough blending of crushed solids with process water before transfer to fermentation.
2.2 Fermentation and Enzymatic Digestion System
The fermentation stage is the main stage of the bio-based liquid fertilizer plant. In this stage, microbial activity converts complex organic compounds into plant-available nutrients.
Fermentation Tanks: For an 8 TPH bio-based liquid fertilizer plant, LANE recommends a battery of four stainless steel fermentation tanks, each with a working volume of 20,000–25,000 liters. They are equipped with temperature control systems, pH monitoring probes, and low-speed agitators to maintain homogeneous conditions. The fermentation cycle spans 7–21 days depending on raw material composition and target microbial profile.
Enzymatic Digestion Reactor: Following primary fermentation, this facilitates the breakdown of residual macromolecules such as proteins and polysaccharides into bioavailable amino acids and simple sugars. LANE integrates automated dosing pumps to precisely meter enzyme preparations into the digestion process.
Aeration and Agitation Control: All LANE fermentation vessels in this bio-based liquid fertilizer plant configuration include dissolved oxygen sensors and automated aeration diffusers. This system enables operators to toggle between anaerobic and aerobic phases required for some specific formulations.
2.3 Reaction, Blending, and Nutrient Fortification
Once the bio-fermented base liquor is ready, it proceeds to the blending and reaction section of the bio-based liquid fertilizer plant.
Reaction Kettles: LANE provides 8,000-liter jacketed reaction kettles fabricated from SS316L stainless steel. These vessels handle chelation reactions (e.g., EDTA-chelation of micronutrients), pH adjustment (using food-grade acids or bases), and the incorporation of supplemental NPK nutrients. Each kettle is equipped with temperature sensors, pH electrodes, and variable-speed turbine agitators capable of handling viscous materials.
Precision Dosing and Batching System: Accuracy in formulation is non-negotiable for a commercial bio-based liquid fertilizer plant. LANE’s fully automated batching system incorporates electromagnetic flow meters, load cells on solid addition hoppers, and a PLC-controlled valve manifold. The system achieves nutrient dosing precision within ±0.5%, ensuring batch-to-batch consistency.
Blending Tanks: Two 15,000-liter finished blend tanks, fitted with slow-speed agitators, serve as buffer storage between reaction and filtration. These tanks allow quality control sampling before the product moves to final processing.
2.4 Filtration, Homogenization, and Sterilization
This stage ensures that the bio-based liquid fertilizer plant delivers a clean, stable, and pathogen-free product.
Multi-Stage Filtration System: LANE provides a filtration system comprising a liquid-solid separator followed by a bag filter (50 μm) and a precision cartridge filter (10 μm) to eliminate suspended particles that could clog drip irrigation emitters or spray nozzles.
High-Shear Homogenizer: To prevent sedimentation and ensure long-term stability, LANE integrates an in-line high-shear homogenizer operating at 3,000 RPM.
UV Sterilization Unit: A continuous-flow ultraviolet sterilization chamber eliminates pathogenic bacteria and fungi without chemical additives or heat degradation of sensitive bioactive compounds.
2.5 Finished Product Storage and Automated Packaging
The final segment of the bio-based liquid fertilizer plant handles storage, filling, and packaging operations.
Finished Product Storage Tanks: LANE provides vertical stainless steel storage tanks, equipped with level transmitters and slow-speed agitators to maintain product homogeneity before packaging.
Automated Filling Line: LANE’s 8 TPH bio-based liquid fertilizer plant includes a fully automated filling system capable of handling multiple container formats. The line comprises:
Automatic bottle unscrambler and conveyor
Servo-driven piston filler with ±0.5% volumetric accuracy
Induction sealing or screw capping station
High-speed labeling machine
Inkjet batch coder for traceability
Palletizing robot (optional)
Weighing and Quality Verification: In-line check weighers and random sampling ports ensure that every container meets labeled specifications before shipment.
Auxiliary Systems and Infrastructure
A well-engineered bio-based liquid fertilizer plant cannot operate without robust supporting utilities:
CIP (Clean-in-Place) System: An automatic cleaning circuit which uses hot water, caustic solution, and acid rinse cycles to maintain hygienic conditions throughout all tanks, pipes, and processing equipment. This is critical for bio-based production where microbial contamination can compromise product quality.
Process Water Treatment: A reverse osmosis (RO) system provides purified water for formulation. This ensures that dissolved minerals in source water do not interfere with nutrient chelation or pH stability.
Odor Control and Ventilation: Bio-based fermentation generates volatile organic compounds and ammonia. LANE integrates activated carbon scrubbers and biofilters into the bio-based liquid fertilizer plant ventilation design.
Centralized PLC Control System: The entire bio-based liquid fertilizer plant is orchestrated from a centralized control room featuring a SCADA (Supervisory Control and Data Acquisition) interface. Operators can monitor all critical parameters—temperature, pH, flow rates, tank levels—in real time, and adjust recipes with a few keystrokes. Historical data logging supports quality assurance and regulatory compliance.
Advantages of LANE Heavy Industry’s 8TPH Bio-based Liquid Fertilizer Plant
Investing in an 8TPH bio-based liquid fertilizer plant from LANE offers multiple benefits:
High Efficiency: Medium-scale production with 8 tons per hour output meets regional demand efficiently.
Eco-Friendly Production: Reduces chemical usage and promotes sustainable agriculture.
Customizable Formulations: Tailor nutrient content based on crop requirements.
Reduced Operational Costs: Automated systems reduce labor and energy costs.
Consistent Quality: Advanced monitoring ensures uniformity in each batch.
FAQs About Bio-Based Liquid Fertilizer Plant
Q1: What raw materials can be used in a bio-based liquid fertilizer plant?
A: Common raw materials include animal manure, crop residues, food waste, and microbial cultures.
Q2: What is the typical capacity of an 8TPH plant?
A: It produces 8 tons per hour, approximately 192 tons per day.
Q3: How long is the fermentation process?
A: Fermentation typically takes 3–7 days depending on raw material and temperature.
Q4: Can the plant be automated?
A: Yes, LANE Heavy Industry offers full automation for fermentation, mixing, and packaging.
LANE has more than 500 successful cases and is committed to providing customers with first-class solutions, high-end machinery and equipment, and one-stop pre-sales, sales and after-sales comprehensive customer service.